Dva spôsoby spracovania hypoidných ozubených kolies
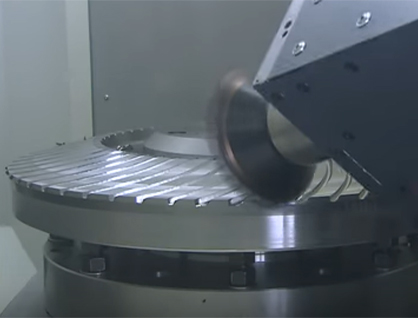
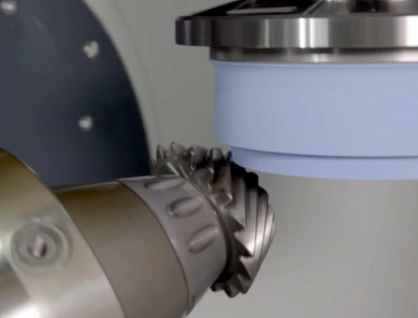
Thehypoidné kužeľové kolesobol predstavený spoločnosťou Gleason Work 1925 a bol vyvíjaný mnoho rokov. V súčasnosti existuje veľa domácich zariadení, ktoré je možné spracovať, ale relatívne vysoko presné a špičkové spracovanie vyrábajú najmä zahraničné zariadenia Gleason a Oerlikon. Pokiaľ ide o konečnú úpravu, existujú dva hlavné procesy brúsenia ozubených kolies a procesy lapovania, ale požiadavky na proces rezania ozubených kolies sú odlišné. Pre proces brúsenia ozubených kolies sa pri procese rezania ozubených kolies odporúča použiť čelné frézovanie a odporúča sa proces lapovania čeliť hobbingu .
Theozubené kolesáspracované typom čelného frézovania sú kužeľové zuby a ozubené kolesá spracované typom čelného odvaľovacieho stroja sú zuby s rovnakou výškou, to znamená, že výšky zubov na veľkých a malých čelných plochách sú rovnaké.
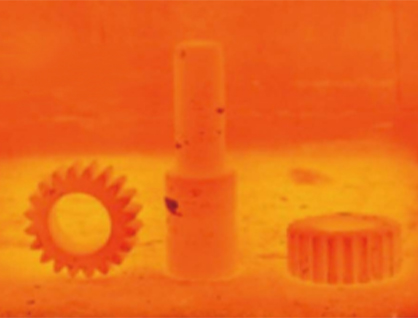
Zvyčajným procesom spracovania je hrubé opracovanie po predhriatí a následné opracovanie po tepelnom spracovaní. Pre typ tvárového odvalu je potrebné ho po nahriatí lapovať a spárovať. Vo všeobecnosti platí, že pár ozubených kolies zbrúsených spolu by mal byť zhodný aj pri neskoršej montáži. Teoreticky však môžu byť ozubené kolesá s technológiou brúsenia ozubených kolies použité bez prispôsobenia. Avšak v skutočnej prevádzke, vzhľadom na vplyv montážnych chýb a deformácie systému, sa stále používa režim párovania.